Edge finishing for precise final contours and defined bead areas
Our edge-finishing machines are primarily used to process the bead area of Klopper heads, Korbbogen heads and flat heads using both forming and material-removing methods.
This makes it possible to produce geometries and final heights in a controlled way after deep drawing and to adapt them precisely for later use. The machining is carried out reliably on specially designed machines for rotating heads.
Depending on the requirement, different process steps are used, some forming and some material-removing, all aimed at repeatable results.
Designed for different machining steps in the bead area.
Processing of heads across a broad diameter range.
Suitable for different material thicknesses in the production process.
Forming and material-removing machining combined in one coordinated process chain.

Forming and material-removing methods for precisely defined edges
In edge finishing, final contours, bead shapes and heights are specifically reworked. The individual methods interact in a controlled way and ensure dimensionally accurate results on the finished head.
- Beading: Rollers transfer the required contour to the rotating head by forming.
- Trimming: After deep drawing, the edge is trimmed to the required final height.
- Turning: A cutting tool machines the required bead shape by removing material.
Targeted post-processing for heads with defined rim and bead shapes
Edge finishing is a key production step whenever rim areas need to be precisely produced after deep drawing. In particular for Klopper heads, Korbbogen heads and flat heads, it creates defined final contours for later use.
By combining forming and material-removing methods, production tolerances can be compensated in a controlled way and the required geometry can be produced reliably. This creates a solid basis for downstream processes and for the later use of the component.
If you need heads manufactured with defined edge finishing, we support you with process design, method selection and series production.
Rollers shape the bead area to match the required geometry.
Trimming and turning ensure defined final dimensions and clean contours.
Tools engage with the rotating head in a controlled and repeatable way.
Designed for clean process control and reliable final contours.
Machining views and typical edge profiles
The following illustrations show typical executions and reference shapes from edge finishing.
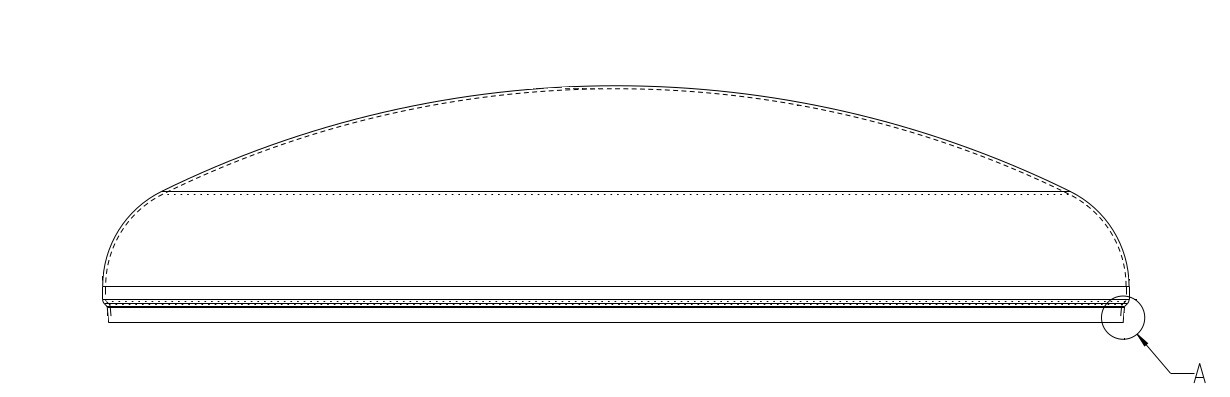
Klopper head with marked bead area
This reference illustration shows the area specifically reworked by edge finishing using forming and material-removing methods.

Flat edge + flat turned
Execution for defined flat edge contours with additional material-removing finishing.

Offset beaded material
Formed contour in the bead area for specific geometric requirements.
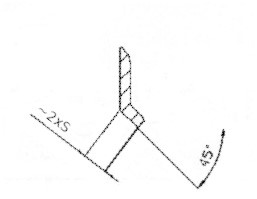
45° + 45° enamel edge
Specific edge profile for defined transitions and technical connection geometries.

Outer V-edge
External V-edge profile, also feasible as a 45° variant.
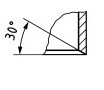
Inner V-edge
Internal V-edge profile, likewise possible as a 45° version.